The spindle's angle has a great infulence on glass grinding efficiency and quality. On this passage we would like to share you some spindle angle examples and also the solutions, I hope these can help you!
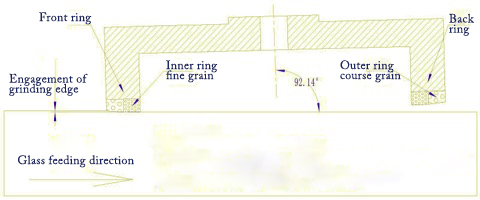
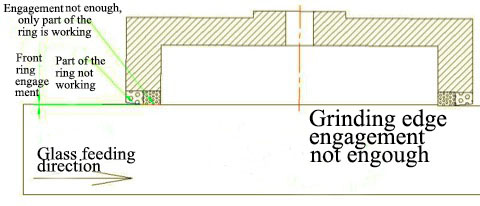
1.Low front ring and high back ring (Microscale type) spindle angle:
Glass goes from the fine grain part to course grain part on the front ring, but it won’t touch the back ring. When grinding edge engagement excess or not enough (only part of the wheel ring is working), glass will chip. At this time, grinding will get better after lowering down the grinding speed. Try processing after adjustment, when glass touch the front ring, stop the machine and withdraw the glass. We can check the grinding surface, there is only one direction grinding texture.
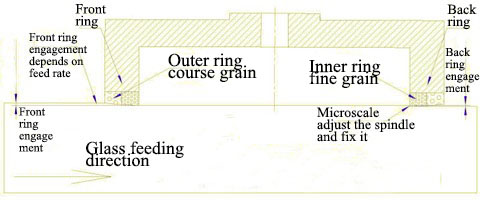
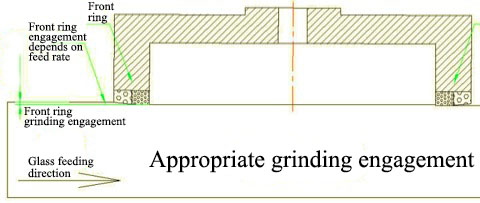
2.High front ring and low back ring (Microscale type) spindle angle:
Glass goes from course grain to fine grain part of the front ring, then it will go through the fine grain part of the back ring. Adjust the spindle angle, make the back ring a small grinding engagement. Fix the spindle when finished adjustment.
Try processing, after glass touched the front ring and back ring, stop machine and withdraw the glass. We can see there is a bidirectional texture on the grinding surface: course grinding on the front and fine grinding on the back.
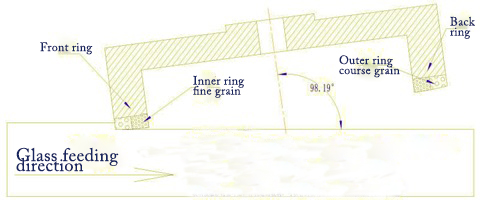
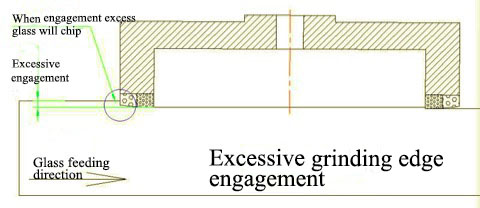
3.Low front ring and high back ring (Excessive type) spindle angle:
Glass goes through the course grain part of front ring, but it won’t go through the fine grain part-- which causes glass chipping. Even reduce the grinding speed, in short time the situation won't get better. But after long time grinding and front ring consumed, glass grinding effect can achieve a normal condition, but back ring still can’t touch the glass.
In this case, usually using classical wheel with big grinding angle has better processing effect. But we would suggest adjusting the spindles to improve processing efficiency and quality. Try glass processing after adjustment, when glass touches the front ring, stop machine and withdraw the glass, we can see there is only single direction texture on grinding surface.
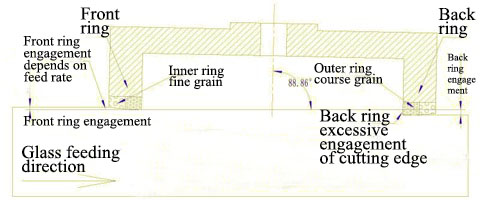
4.High front ring and low back ring(Excessive type):
Glass goes from course grain part to fine grain part ofn the front ring, then it will go through the fine grain part on the back ring. When back ring is working, only the inner ring tip is working, and the tip's grinding ability is limited. At this time if the back ring grinding engagement is excessive(caused by wrong adjustment), it will affect processing speed. When the back ring grinding engagement is too big, the wheel will have a higher speed, and glass starts chipping. Even reduce the feed rate, it won’t retard the chipping. You can stop machine and withdraw the glass when it touch the front and back ring, check the grinding surface, there will have bidirectional texture on it, the front part grinding is fine while the back part is course.
Below are some examples for wheel's grinding edge engagement:
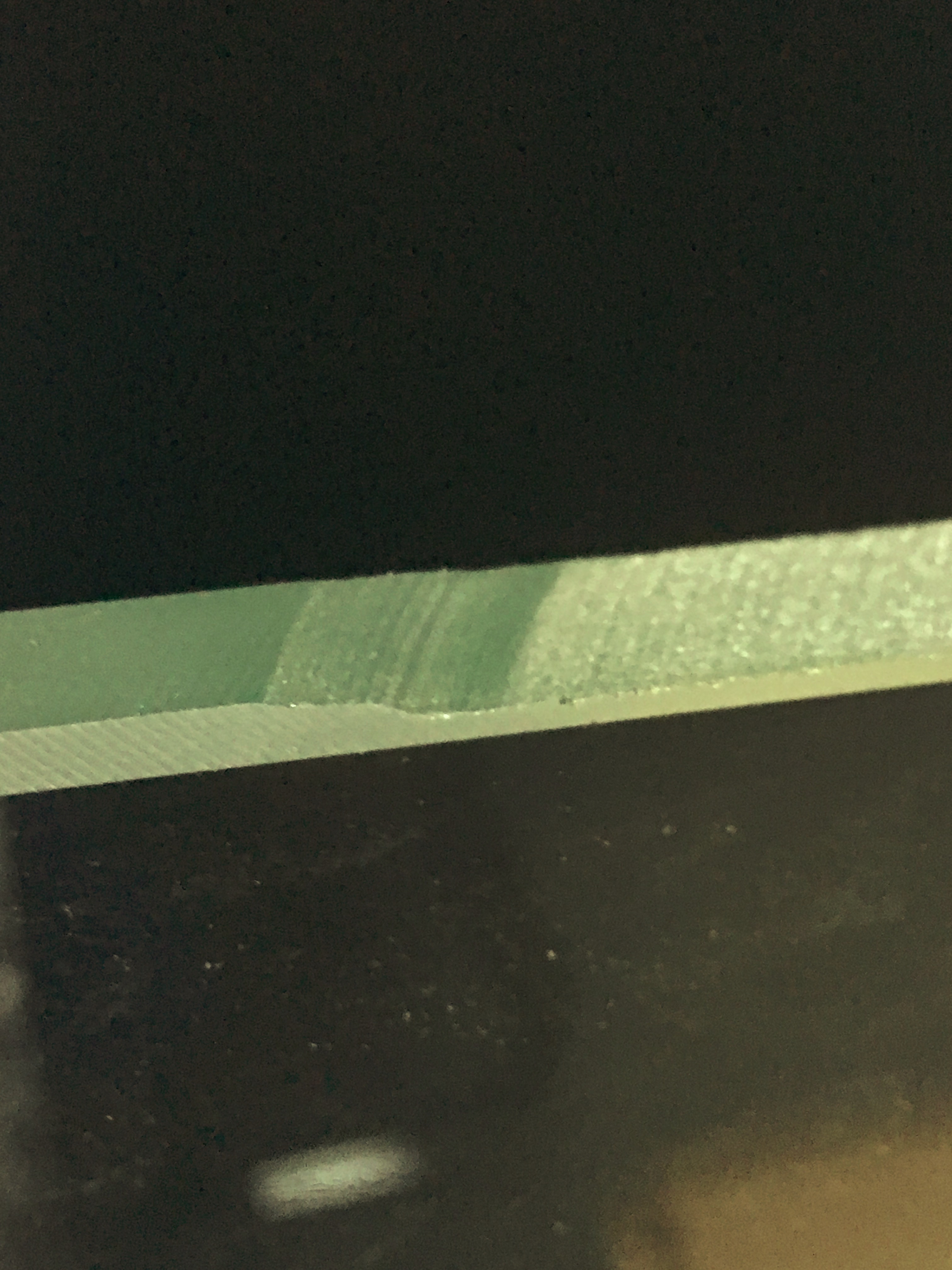
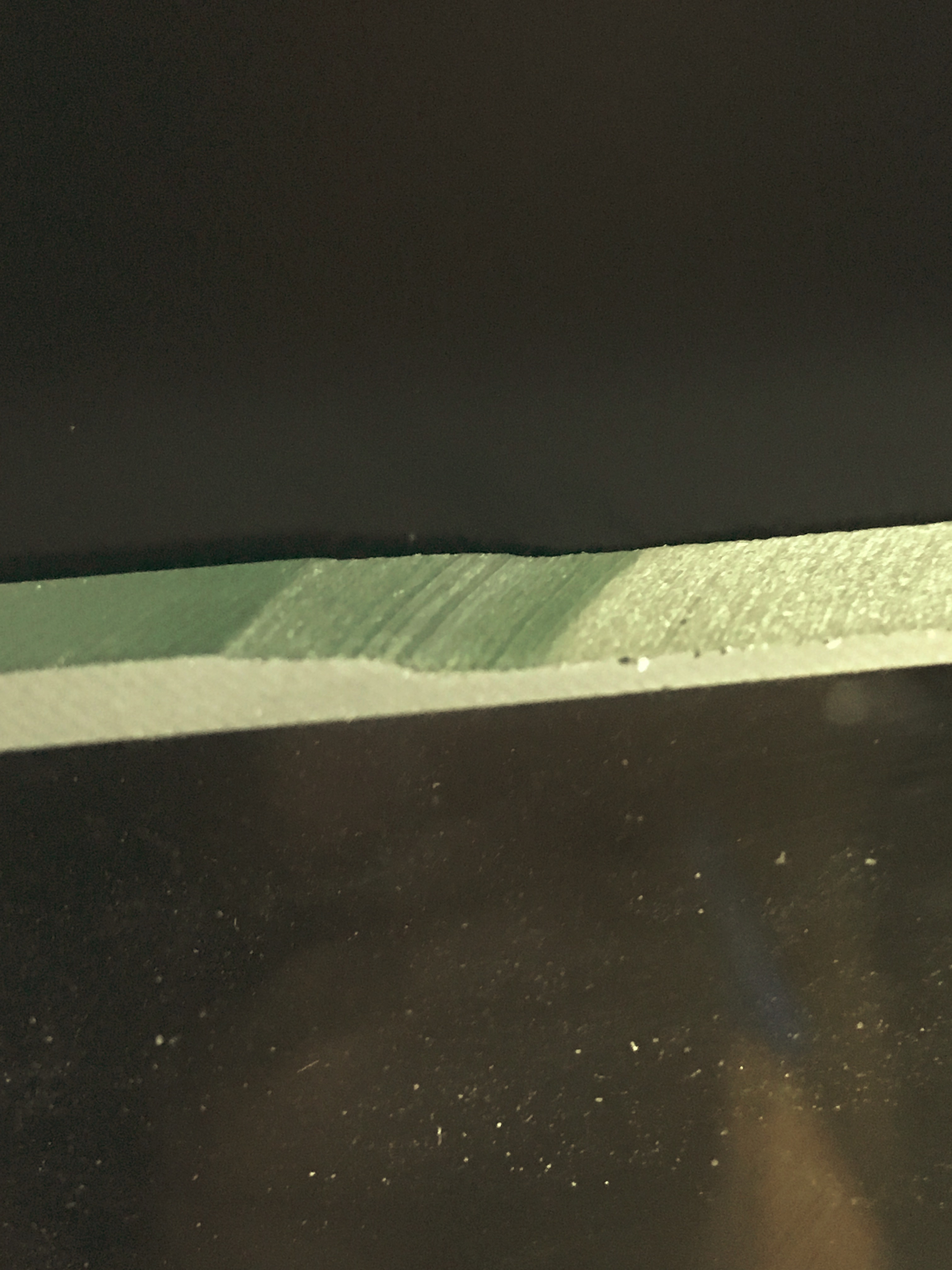
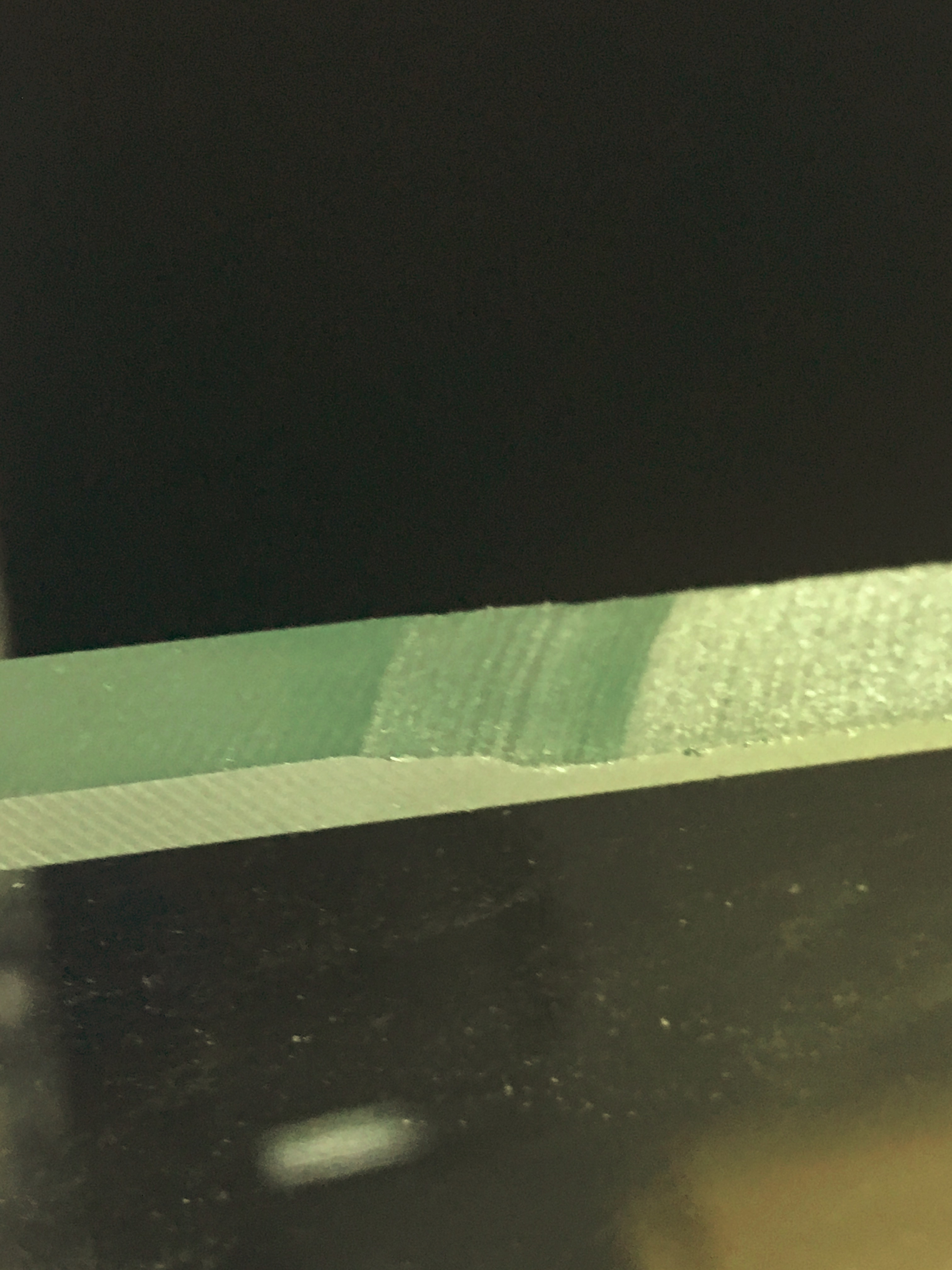
Here are some glass examples:

Room. 1711, Chuangye Building, No.215, Fenjiang M. Road, Foshan, China
|
TEL: |
+86-18988529518 (Cindy-Sales) |
|
|
+86-13928286469 (David-Technical service) |
|
Email: |
cindy@taoglasschina.com (Sales) |
|
|
david@taoglasschina.com (Technical service) |

Scan the QR code with WeChat