1. When changing the wheels, we should stick to its original diameter which designed by manufacturer. For example, original wheel is dia 150 mm, we can’t casually switch to dia 175 mm.
2. Choose the high performance wheel, and keep position 1 , 2 , 3 at the same performance. Matching high performance wheel with low performance wheel is not beneficial for grinding speed improvement.
3. Wheels grit size allocation should be reasonable to ensure the efficiency. In principle, the next wheel can repair last wheel’s chipping, and make the edge more polished.
4. Adjusting the grinding quantity can’t only be judged by ammeter’s range of oscillation or spindle’s noise. We should grind the glass for a bit and withdraw it and check the grinding texture. The second position grinding quantity should be controlled within 0.6 mm.
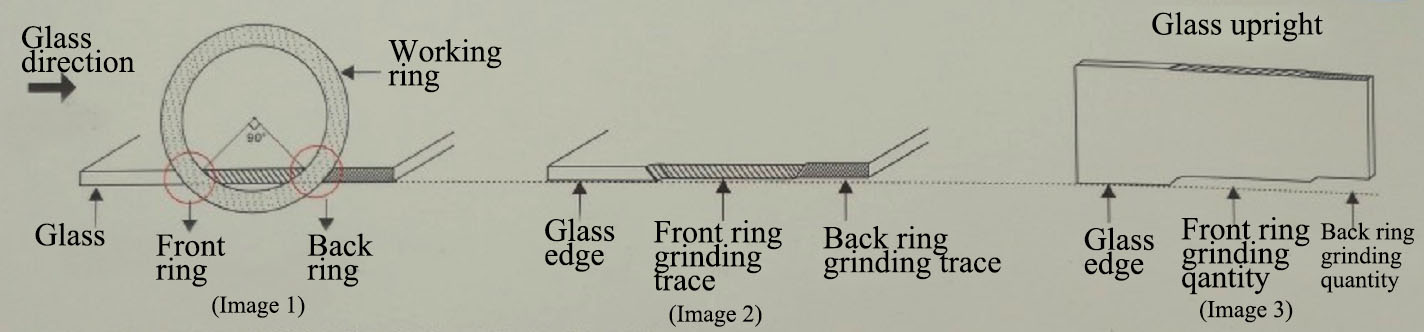
5. The wheel working method should adopt the front ring + back ring grinding. Check the front and back ring grinding trace direction and grinding quantity. The back ring grinding quantity should be equivalent to the thickness of a business card, and it also can cover the front ring grinding trace. Even the wheel being consumed, its surface and angle should keep the same as very beginning.
6. The lack of water lubricating during usage is not allowed. Insufficient water flow or incorrect flushing direction will result in diamond wheel life dramatic reduction, at the same time it will have bad performance such as: intermittent glass edge chipping, glass edge burning and white spot.
Diamond grit size comparison between China , USA, UN,the United Kingdom
Chinese Standard
EU Standard
USA Standard
UK Standard
60/70
D251
60/70
60/72
70/80
D213
70/80
72/85
80/100
D181
80/100
85/100
100/120
D151
100/120
100/120
120/140
D126
120/140
120/150
140/170
D107
140/170
150/170
170/200
D91
170/200
170/200
200/230
D76
200/230
200/240
230/270
D64
230/270
240/300
270/325
D54
270/325
300/350
325/400
D46
325/400
350/400
Room. 1711, Chuangye Building, No.215, Fenjiang M. Road, Foshan, China
|
TEL: |
+86-18988529518 (Cindy-Sales) |
|
|
+86-13928286469 (David-Technical service) |
|
Email: |
cindy@taoglasschina.com (Sales) |
|
|
david@taoglasschina.com (Technical service) |

Scan the QR code with WeChat